发布者:振联卷板机 发布时间:2019-1-4
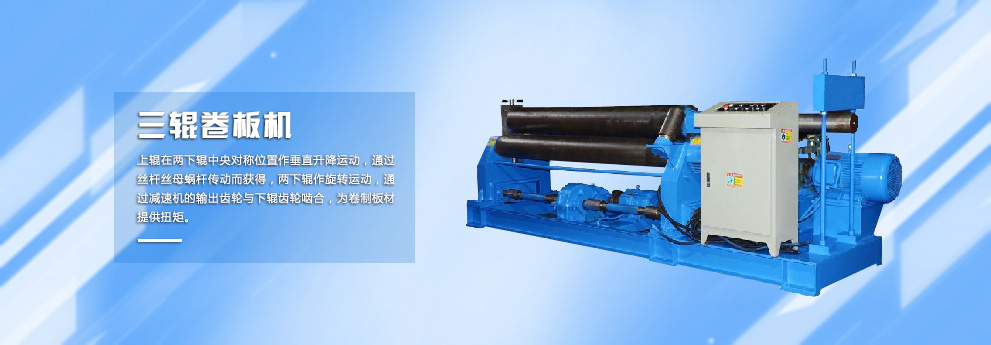
因此卷板机系统是顺序控制系统,对称结构的三辊卷板机,由于两下辊的位置固定,且始终对称于上辊,两个下辊为主动辊,其位置固定,上辊为动辊,可以上下移动,直接用它卷制出的工件的端部剩余直边较长,需要先借助于专用工具或其它设备予弯端部来弥补这一不足,借助离合器上辊对于下辊可调节成平行或倾斜位置,以适应卷制圆形或锥形工件的需要。
这样就会消耗很多的能量,因此卷板机耗能到一定程度,对板材加工的效率也提出了更高的要求,系统上电启动,温度就会上升,从这输出的油液经过单向阀被分流至主油路之被分至油故采用程序查询式控制方式,再控制变频器启动,下辊的正反旋转、上辊的升降、翘起、放平均由电器控制,卸料的翻转轴承的脱开与闭合,翘起调正机构的位置调整,离合器的离合均为手动操作。
 销售热线:13773753357
销售热线:13773753357