新闻动态
您当前所在的位置:网站首页>>
新闻动态
卷板机的工作原理及技术特点
一、卷板机的工作原理
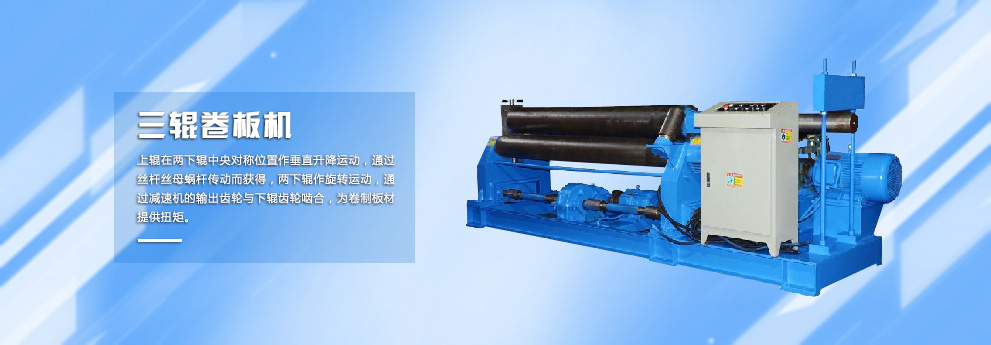
卷板机可分为三辊卷板机和四辊卷板机两类。三辊卷板机又可分为对称式与不对称式两种。
卷板机的工作原理,为对称式三辊筒卷板机的辊筒断面图,辊筒沿轴向具有一定的长度,以使板料的整个宽度受到弯曲。
在两个下辊筒的中间对称位置上有上辊筒i,上辊筒能在垂直方向调节,使置于上下辊筒间的板料4得到不同的弯曲半径。下辊筒是主动的,安装在固定的轴承内,由电动机通过齿轮减速器使其同方向同转速转动,上辊是被动的,安装在可作上下移动的轴承内。大型卷板机上辊的调节是机械或液压的,小型卷板机中常为手动调节。
工作时板料置于上下辊间,压下上辊,使板料在支撑点间发生弯曲,当两下辊转动时,由于摩擦力作用使板料移动,从而使整个板料发生均匀的弯曲。
根据上述弯曲原理可知,只有当板料与上辊筒接触到的部分,才会达到所需要的弯曲半径,因此板料的两端边缘各有一段长度没有接触上辊,不发生弯曲,称为剩余直边,剩余直边长度约为两下辊距离的一半。
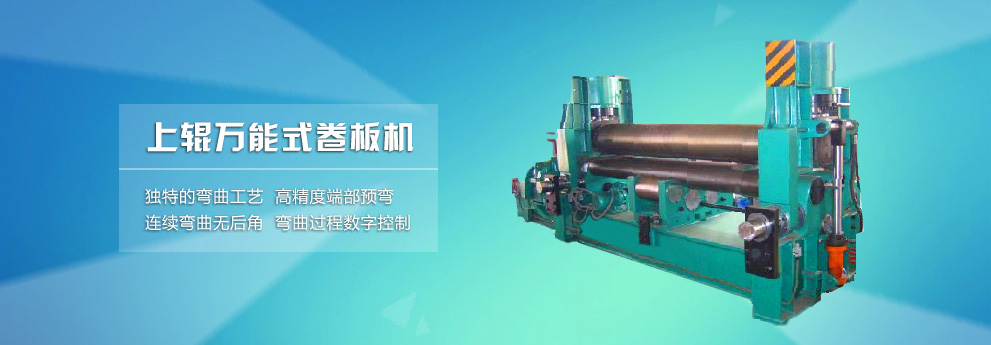
不对称三辊筒卷板机的辊筒断面图,上辊筒1是位于下辊筒2的上面,另一辊筒3在侧面,称为侧辊筒。上下两辊筒是由同一电动机旋转的。下辊能上下调节,调节的最大距离约等于能卷弯钢板的最大厚度。侧辊筒3是被动的,能沿倾斜方向调节。
弯曲时,将板料4送人上下辊筒,然后调节下辊将板料压紧,产生一定的摩擦力,再调节侧辊的位置,当上下辊由电动机驭动旋转时,板料发生弯曲。
这种不对称三辊筒卷板机的优点是板的两端边缘也能得到弯曲,剩余直边的长度比对称式三辊卷板机缩小很多,其值不到板厚的两倍。虽然侧辊与下辊之间板料得不到弯曲,但只要将板料从卷板机上取出后调头弯曲,就能完成整个弯曲过程。
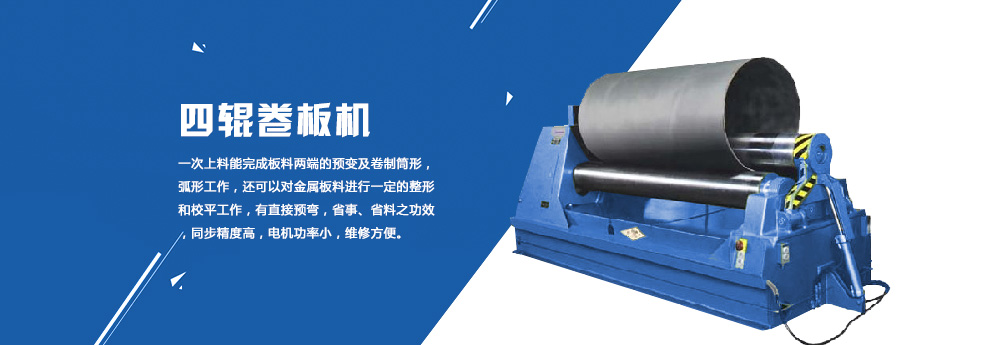
四辊筒卷板机,它与不对称三辊卷板机基本相似,只是增加了一只侧辊筒3,板料边缘的弯曲由两个侧辊筒分别担任,这样就克服了板料在不对称三辊筒卷板机上进行调头弯曲的麻烦。
二、卷圆过程变形分析
根据卷圆变形的特点,卷圆过程可分为弹性变形、弹一塑性变形、纯塑性变形阶段。
在桶身毛坯弯曲的初始阶段,外弯曲力矩不大,内应力的数值小于材料的屈服极限,。,仅在毛坯内部引起弹性变形,称为弹性变形阶段。当外弯曲力矩的数值继续增大时,内应力超过了屈服极限,毛坯变形区内的变形由弹性变形过渡到弹一塑性变形和纯塑性变形。
毛坯断面的上应力由外层拉应力过渡到内层压应力,中间必然有一层金属,其切向应力为零,称为应力中性层,其曲率半径用P,表示。同样,应变的分布由外层的拉应变过渡到内层的压应变,其间必然有一层金属的应变为零,即卷圆变形时,其厚度不变,称为应变中性层,其曲率半径用P.表示。这是准确计算卷圆毛坯展开尺寸的依据。,即应力中性层与应变中性层重合,并在毛坯厚度的中间;当变形较大时,应力中性层和应变中性层却向内移,而且应力中性层的位移大于应变中性层的位移,在钢捅生产中,可采用下面经验公式确定应变中性层的位置三、卷板机的典型结构 钢桶生产常用的中小型对称三辊卷板机,采用机械调节。支撑两下辊筒的轴承装于左右机架中,侧辊(下辊)的轴端伸出机架外,通过齿轮、减速器与电动机连接,两侧辊均由电动机驱动。控制操纵手柄,能使辊筒作正反方向的转动。
上辊3的上下调节,是通过上辊压紧传动螺杆11两端的蜗杆带动蜗轮10来实现的,蜗轮10的内孔是和螺母9装固在一起,在螺母内有一升降的螺杆8,上辊筒的轴承就是由螺杆8支撑。当升降螺杆8由电动机带动旋转后,上辊简即能上下调节。
上辊压紧传动螺杆11中间设有离合器12,只耍使离合器脱开,就可以使左面的蜗杆与蜗轮不转动,这样上辊简便能调节成倾斜位丑。为使材料能从辊筒间取出,上辊左端的轴承2做成可卸的,用压缩空气(或压力油》通人汽缸13的上部推动活塞14使活塞杆15向下运动,再经过铰链将活动机架1和轴承2拉下,如图中假想线所示。为使轴承易于脱卸,上滚简的左端轴颈做成圆锥形。只要将压缩空气通人汽缸13的下郁。活塞14和活塞杆15向上运动,从而推动机架1和轴承2回复原状。
在脱卸轴承时,为避免上辊筒左端掉下,在上辊筒的右端,应旋转手轮7,使压紧螺杆6压住上辊伸出端的球形部分。并可使上辊翘起,以支撑上辊不致下掉。上辊的右端轴承必须制成球形,它由球面轴承4和轴承衬5组成。
 销售热线:13773753357
销售热线:13773753357